ERW round steel pipe | tube suppliers/sizes/near me - Yuantai






Standard:Hollow section:ASTM A500/501,EN10219/10210, JIS G3466,GB/T6728/T3094/3091,CSA G40.20/G40.21
Section Shape: round
OD(outer meter): 10.3mm-609mm
Application: Structural type or fluid transportation
Thickness: 0.5-20mm or customized
Origin place: Tianjin China
Technique: ERW
Tolerance: as required
Special Pipe: Thick Wall Pipe
Surface Treatment: REQUEST
Length: 1-24m or customized
Brand: YUANTAIDERUN
Payment method: TT/LC
Port: Tianjin
Delivery time: 7-30 days
Material: Gr.A/B/C,S235/275/355/420/460,A36,SS400,Q195/235/345,X42/52/60/65/70,STKR400/490,300W/350W
Production Detail:
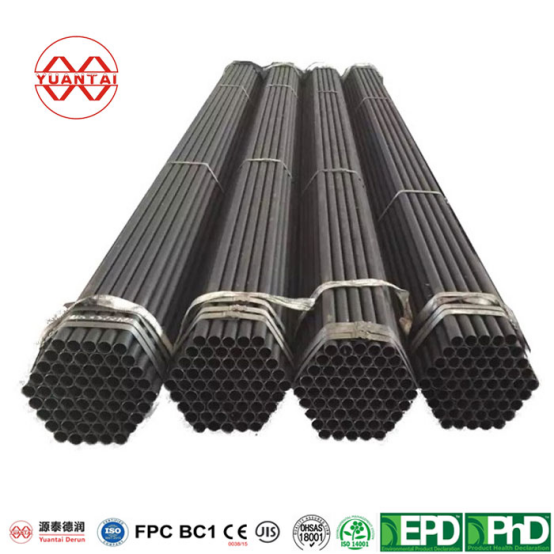
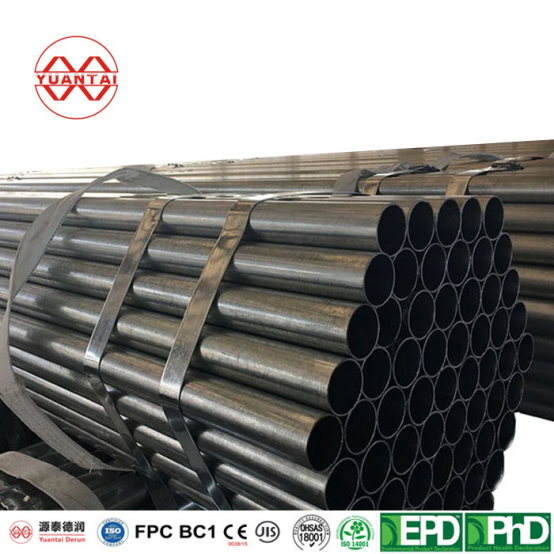
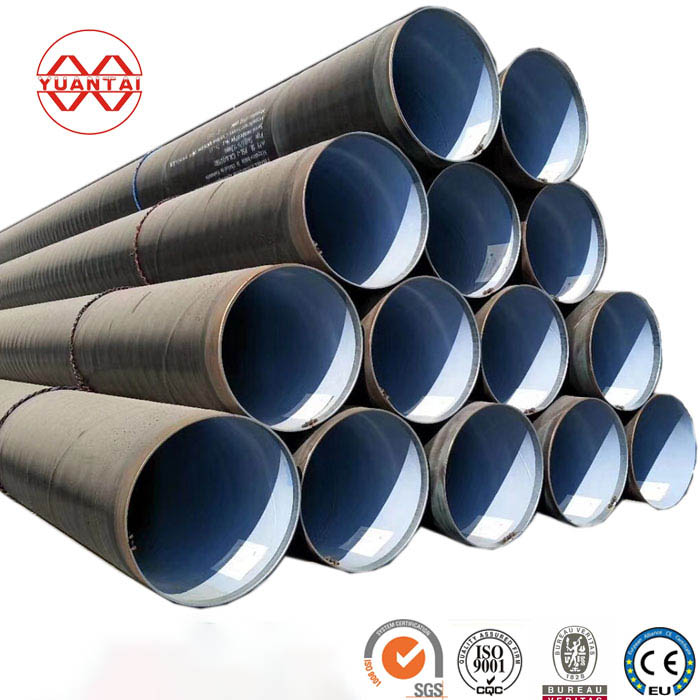
“ERW steel pipe” is straight seam resistance welding pipe, which is abbreviated as ERW. It is used to transport oil, natural gas and other vapor-liquid objects. It can meet various requirements of high and low pressure, and plays a decisive role in the field of transmission pipes in the world.
The biggest difference between ERW steel pipe and seamless steel pipe is that ERW has a weld, which is also the key to the quality of ERW steel pipe. With the modern ERW steel pipe production process and equipment, the seamless ERW steel pipe has been solved satisfactorily due to the unremitting efforts of the world, especially the United States and other countries. Some people divide ERW steel pipe seamless into geometric seamless and physical seamless.
Geometric seamless is to remove the internal and external burrs of ERW steel pipes. Due to the continuous improvement and perfection of the structure of the internal burr removal system and tools, the internal burr removal of large and medium caliber steel pipes has been well handled. The internal burr can be controlled within -0.2mm~O About 5mm. Physical seamless refers to the difference between the metallographic structure inside the weld and the base metal, which leads to the decline of mechanical properties in the weld area. Measures should be taken to make it uniform and uniform.
The high frequency welding thermal process of ERW steel pipe causes the temperature distribution gradient near the edge of the tube blank, and forms the characteristic areas such as melting zone, semi melting zone, overheating structure, normalizing zone, incomplete normalizing zone, and tempering zone. The austenite grains in the overheated zone will grow rapidly due to the welding temperature above 1000 ℃, which will form a hard and brittle coarse crystal phase under cooling conditions. In addition, the existence of temperature gradient will produce welding stress.

In this way, the mechanical properties of the weld area are lower than that of the base metal. The physical seamless process is to heat the weld area to AC3 (927 ℃) by using the medium frequency induction heating device through the local conventional heat treatment process of the weld, and then conduct an air cooling process with a length of 60m and a speed of 20m/min, and then water cooling if necessary. This method can eliminate stress, soften and refine the structure, and improve the comprehensive mechanical properties of welding heat affected zone.
So far, the world’s advanced ERW units have generally used this method to treat the weld, and have achieved good results. The high-quality ERW steel pipe can not identify the weld, and the weld coefficient reaches 1, which realizes the matching between the weld area structure and the base metal.
Certificate Honor:

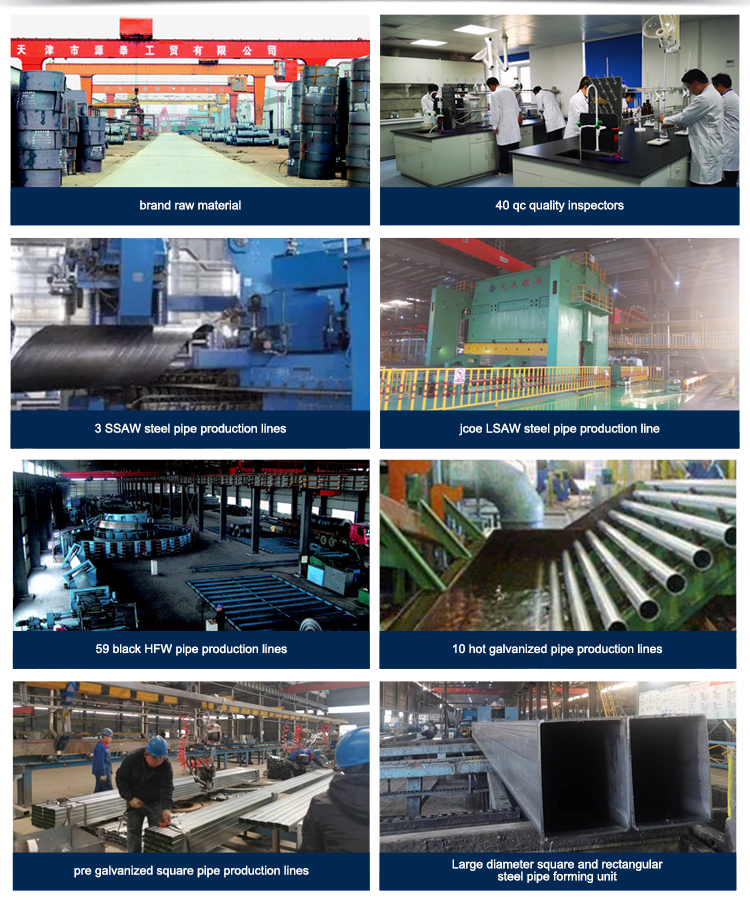
Equipment Display:
Packaging logistics:

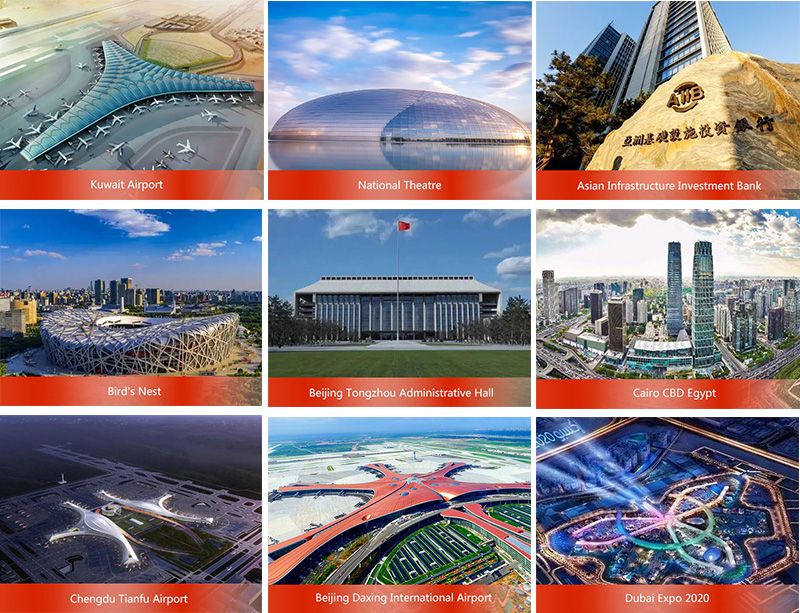
Project case:
In recent years, the steel pipe products produced by Yuantai Derun Steel Pipe Manufacturing Group Co., Ltd. have been applied to a series of major engineering cases at home and abroad for many times, and have received unanimous praise.
Products categories
-

Round Welded Pipe
-
Spiral Welded Steel Pipe
-

GI Circular Steel Pipe
-

Scaffold Steel Pipe
-
Hot Dip Galvanized Round Steel Pipe
-

UL797 American Standard Certified EMT Threading Pipe EMT Pipe
-
ERW Round Steel Pipe
-

Pre Galvanized Round Steel Pipe
-

LSAW Steel Pipe(Longitudinally Submerged Arc Welding Tube)
-

Round Seamless Steel Pipe
